

招商熱線
186-0331-1587
石家莊注塑模具服務(wù)商潤尚科技為您服務(wù)!
招商熱線
186-0331-1587

名 稱:石家莊潤尚科技有限公司
聯(lián) 系 人:蘆經(jīng)理
聯(lián)系方式:18603311587
公司地址:欒城區(qū)308國道西許營交口
網(wǎng) 址:http://www.kqd3yey.com
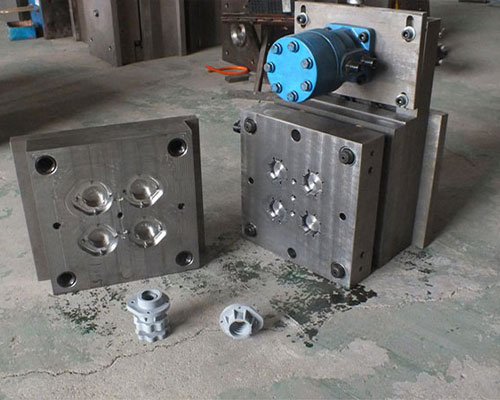
塑料加工模具制品在生活中的比例越來越高,對(duì)其質(zhì)量的要求也越來越高。注塑成型是一種重要的生產(chǎn)方法。技術(shù)的改進(jìn)變得越來越緊迫。影響注塑產(chǎn)品的因素越來越多。但是,注塑成型工藝條件是影響注塑成型的重要因素之一。下面塑料制品廠家將介紹個(gè)別工藝參數(shù)對(duì)產(chǎn)品性能的影響。
1.注塑壓力
注塑壓力是指注射過程中螺桿或柱塞頂部對(duì)塑料熔體施加的壓力。它的作用是使熔體混合和塑化,螺桿(或柱塞)提供阻力以克服固體顆粒和熔體在機(jī)筒和噴嘴中的流動(dòng)。塑料熔體以一種速度填充型腔。型腔填充后,注射壓力起到壓實(shí)的作用。
2.塑化壓力
塑化壓力是指螺桿縮回時(shí)螺桿頂部的壓力。其對(duì)注塑成型的影響主要體現(xiàn)在注塑機(jī)的塑化效果和塑化能力上。一般來說,增加塑化壓力會(huì)降低螺桿速度,從而對(duì)機(jī)筒內(nèi)的熔體施加很大的壓力。增強(qiáng)了塑化的剪切作用,提高了塑化效果。
但需要注意的是,在增加背壓的同時(shí),過大的塑化壓力會(huì)降低罐邊回流和熔體泄漏引起的塑化量,可能會(huì)導(dǎo)致計(jì)量不充分。過大的剪切熱和過大的剪切應(yīng)力可能導(dǎo)致材料降解、產(chǎn)生氣泡,影響塑件質(zhì)量。
3.保壓
當(dāng)熔體充滿型腔時(shí),注射壓力作用于模具中熔體的壓縮。此時(shí),我們稱注射壓力為保壓壓力。在實(shí)際生產(chǎn)中,保壓壓力應(yīng)等于或小于注射壓力。塑料制品廠家小編介紹,當(dāng)保壓壓力等于注射壓力時(shí),塑件的收縮率趨于降低,保證了塑件的穩(wěn)定性和力學(xué)性能。
4. 料筒溫度
為了保證塑料熔體的正常流動(dòng)而不引起其分解,對(duì)彈殼的溫度進(jìn)行了選擇。平均分子量越大,分子量分布越集中。彈殼的溫度較高。管內(nèi)溫度一般按高低原則排列,但當(dāng)塑料中水分過多時(shí),也可適當(dāng)提高后端溫度。
5.模具溫度
模具溫度是指成型過程中型腔的表面溫度。模具溫度影響熔體的填充流動(dòng)行為、制品的冷卻速度以及制品成型后的性能。模具溫度的設(shè)置主要取決于熔體的粘度。低熔體粘度可縮短冷卻時(shí)間,提高生產(chǎn)效率。高溫注塑應(yīng)產(chǎn)生較高的熔體粘度。
6、噴嘴溫度
為了避免噴嘴處的熔鑄,通常需要使噴嘴的溫度略低于筒體的高溫度。在生產(chǎn)中,普遍采用低速空對(duì)空噴射,以無氣泡噴射出的熔體流動(dòng)作為適宜溫度的標(biāo)準(zhǔn)。
7、熔體溫度
熔體溫度主要取決于管和噴嘴的溫度,影響材料的塑化和熔體的注入填充。注水溫度的升高主要有利于提高熔體的流動(dòng)性。它與產(chǎn)品的許多特性有關(guān)。熔體溫度的升高可以降低其內(nèi)部應(yīng)力、彎曲強(qiáng)度和抗拉強(qiáng)度等力學(xué)性能,提高與流動(dòng)方向垂直的沖擊強(qiáng)度、流動(dòng)長度和表面粗糙度。并且可以減少產(chǎn)品的收縮后。
通常,提高熔融溫度有利于改變填充狀態(tài)和空腔中的轉(zhuǎn)移,減少取向等,這有利于提高產(chǎn)品的整體性能,但是過高的溫度不是很好的。當(dāng)熔融溫度接近注射溫度范圍的上限時(shí),一方面,容易產(chǎn)生更多的氣體,導(dǎo)致塑料部分出現(xiàn)氣泡,空隙,變色,燒焦等,并且由于過量而產(chǎn)生毛刺。改變流動(dòng)性。另一方面,產(chǎn)品的過高質(zhì)量會(huì)降低塑料的性能,降低塑料部件的強(qiáng)度,失去彈性等,影響性能。
8、注射時(shí)間
注入時(shí)間是控制注入速度的參數(shù)之一。注射時(shí)間越短,注射速率越高。注射速率對(duì)塑料件的性能有很大的影響。提高注射速率可以提高灌裝壓力,方便灌裝過程,減少灌裝過程中的散熱。空腔溫度更均勻,制品均勻致密。同時(shí)可以降低產(chǎn)品的收縮率,降低塑件的芯部取向,提高焊接強(qiáng)度。
9、保壓時(shí)間
保持時(shí)間和冷卻時(shí)間的長短也直接影響塑料零件的質(zhì)量。縮短保持時(shí)間將降低空腔壓力和加快速度。有可能產(chǎn)生回流,造成收縮、凹陷等缺陷,影響塑料零件尺寸的穩(wěn)定性。
10、特別工藝影響
振動(dòng)注射成型,在高振動(dòng)壓力下,隨著振動(dòng)頻率的增加,產(chǎn)品的拉伸性能和缺口沖擊強(qiáng)度明顯提高。

聯(lián) 系 人:蘆經(jīng)理
聯(lián)系方式:18603311587
公司地址:欒城區(qū)308國道西許營交口
網(wǎng) 址:http://www.kqd3yey.com
 | |
| 二維碼 |
