招商熱線
186-0331-1587
招商熱線
186-0331-1587

名 稱:石家莊潤尚科技有限公司
聯 系 人:蘆經理
聯系方式:18603311587
公司地址:欒城區308國道西許營交口
網 址:http://www.kqd3yey.com
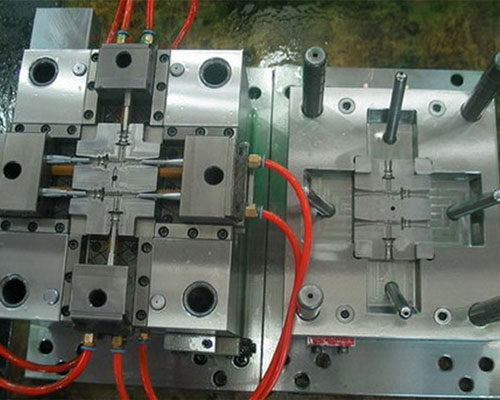
塑料的產品有多種多樣,不同產品的質量也是不同的,他們的質量與材料選擇、模具設計與加工、注塑工藝、成型人員的技術水平有關。比較重要的就是注塑加工模具了,缺一不可。精密塑料件的精度包括尺寸精度、形位精度和表面精度,分別對應于尺寸公差、形位公差以及表面粗糙度。尺寸精度是塑料件重要的制造和使用質量指標。
影響零件尺寸精度的主要因素有:
(1)成型材料的收縮特性,使用尺寸穩定性高的塑料 塑料的收縮特性是塑料的固有特性之一,對塑件的尺寸穩定性和精度起著重要的作用。塑料的收縮特性包括熱收縮、彈性回復、塑性變形、綜合反映后收縮和時效收縮。它表示為成型過程和使用過程中受環境影響的線性收縮率和體積收縮率的變化,通常用收縮特性值表示。
(2)模具設計加工精度
A、精密模具材料為合金鋼,機械強度高。用于制造型腔和流道的材料需要經過嚴格的熱處理。材料硬度高(成型件應達到HRC52左右),抗磨性好,耐腐蝕性強。
B、可加工性和剛性在模具結構設計中,型腔數量不宜過多,底板、托板、型腔壁應較厚,以免零件在高溫和高溫作用下發生劇烈的彈性變形。高壓力。
C. 產品脫模性。模具應盡量少型腔,少且短的流道,光潔度比普通模具高,有利于脫模。
D、塑件的精度主要取決于模具型腔的尺寸精度、型腔的定位精度、分型面的精度。判斷的標準是塑件的設計是否易于加工,模具澆口的填充性能是否良好,模具的冷卻系統是否能均勻地冷卻模具等等。
一般來說精密注塑模具的尺寸公差應控制在產品尺寸公差的1/3以下。
(3) 產品使用環境中的溫度、濕度和尺寸蠕變的程度。零件能承受外力或在溫度變化的環境中保持不變形。
(4)注塑設備——用精密注塑機代替傳統注塑機。精密注塑機是注射閉環控制的注塑機。通常,注塑機的注射壓力和注射速度采用閉環控制。所謂閉環控制也叫反饋控制,是指控制系統
在系統中,通過檢測元件檢測控制系統的輸出信號,然后將檢測信號傳送給控制器,控制器對檢測信號進行運算處理,從而實現輸出信號與檢測信號一致。輸出系統所需的信號,使輸出信號更加一致。接近預期值,系統輸出偏差小。