招商熱線
186-0331-1587
石家莊注塑模具服務(wù)商潤尚科技為您服務(wù)!
招商熱線
186-0331-1587

名 稱:石家莊潤尚科技有限公司
聯(lián) 系 人:蘆經(jīng)理
聯(lián)系方式:18603311587
公司地址:欒城區(qū)308國道西許營交口
網(wǎng) 址:http://www.kqd3yey.com
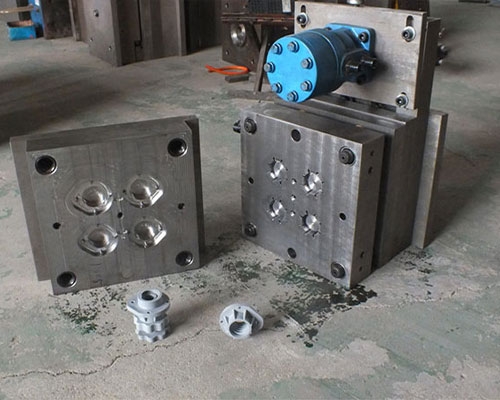
一.注射壓力
在塑料模具加工過程中,注塑機噴嘴壓力高,以克服整個過程中溶液的流動阻力。然后注入壓力沿著流向溶液前端逐漸減小。前端的終壓力是大氣壓。
注射眼用于克服流動中的溶液阻力。阻力需要通過注塑機的壓力來抵消,使溶液具有恒定的填充速度,壓縮并加料溶液以確保填充過程順利。
隨著流動長度的增加,沿途需要克服的阻力也增加,注射壓力也增加。為保持恒定的壓力梯度并確保溶液的均勻填充速率,需要根據(jù)流動長度的變化增加注射壓力,并相應(yīng)增加壓力,注射流速。
二.保壓壓力
在注射過程結(jié)束時,注射眼切換到保壓后進入保壓階段。在保壓過程中,塑料模具注塑加工機通過噴嘴向型腔進料,填充因零件收縮而騰出的體積。如果型腔已滿且壓力不保持,零件將收縮約 25%,特別是在筋處。過度收縮會導(dǎo)致收縮迅速。保壓壓力通常為大充裝壓力的85%左右,但應(yīng)根據(jù)實際情況確定。

保壓曲線分為兩部分,一是需要2-3秒的恒壓保壓,稱為恒壓保壓曲線,另一部分是保壓逐漸減小和釋放的部分,需要2-3秒。約 1 秒,稱為延遲包裝曲線。包裝曲線的延遲對零件的影響非常明顯。隨著恒定保壓曲線的延長,零件的體積收縮率減小,反之則增大。保壓延遲曲線的斜率越大,保壓延遲時間越短,成型件的體積收縮率越大,反之亦然。更小,如果延遲保壓曲線被分割拉長,產(chǎn)品的體積收縮率會更小,反之亦然。
我國注塑模具在技術(shù)和質(zhì)量方面發(fā)展迅速,但供需矛盾和產(chǎn)業(yè)發(fā)展不平衡在短期內(nèi)難以解決。整體技術(shù)水平低,創(chuàng)新能力不足。目前市場競爭非常激烈,同類產(chǎn)品越來越多。為了贏得市場競爭,很多企業(yè)都在開發(fā)新產(chǎn)品,而新產(chǎn)品研發(fā)需要定制塑料注塑模具。因此,注塑模具定制加工已成為模具行業(yè)發(fā)展的新趨勢。
聯(lián) 系 人:蘆經(jīng)理
聯(lián)系方式:18603311587
公司地址:欒城區(qū)308國道西許營交口
網(wǎng) 址:http://www.kqd3yey.com
 | |
| 二維碼 |