招商熱線
186-0331-1587
招商熱線
186-0331-1587

名 稱:石家莊潤尚科技有限公司
聯 系 人:蘆經理
聯系方式:18603311587
公司地址:欒城區308國道西許營交口
網 址:http://www.kqd3yey.com
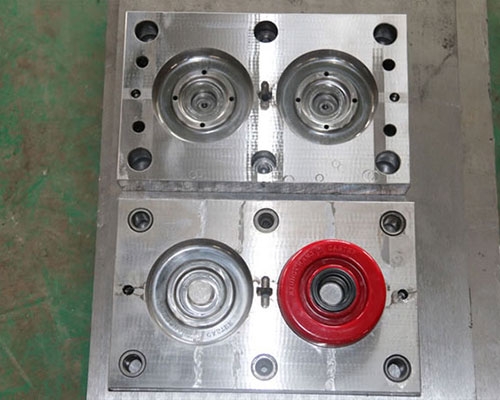
在注塑行業快速發展的當代,人們對各種塑料制品的表面質量和尺寸精度提出了越來越高的要求,尤其是在不同工程技術中作為純結構件使用的塑料制品。為了滿足不同的物理力學性能,主要要求是結構致密、熔合牢固、強度高、內應力低。但在注塑模具測試過程中,再調整注塑工藝參數,產品往往會出現填充不足、內應力高、表面流線型等各種現象,這主要是由于模具排氣問題造成的。
在注塑模具加工成型過程中,模具中產生的各種氣體主要來自以下來源:型腔和澆注系統中有空氣;在注射溫度下,塑料原料中的水分蒸發形成的水蒸氣;高溫下塑料分解產生的氣體;在注塑的時候塑料中一些添加劑揮發掉后或者一些熱固性塑料成形過程中交聯反應所生成的氣體。同時,為了保證注射成型過程中脫模,減少產品的成型缺陷,不僅要考慮如何提高注塑工藝的質量,而且要注意從模具中排出過量氣體的系統設計。
在注塑模具的過程中,如果模具排氣不良,腔內氣體被壓縮,會產生很大的背壓,阻礙塑料熔體的正常快速填充,使注射成型困難;同時,它將迫使注射過程中壓力不斷增加,保壓時間增加,成型周期延長,注塑件生產效率不斷降低。有時腐蝕性氣體會在型腔表面形成水垢,這會降低模具在正常使用下的使用壽命。
在石家莊注塑模具加工的過程中,為了保持熔融塑料的流動性處于良好狀態,有需要提高熔融塑料的溫度和注射壓力。然而,正因為如此,產品的殘余應力會隨著壓力的增加而增加,產品周圍發生翹曲和塑性開裂的可能性也會增加。例如,在正常情況下,可以提高噴射速度,在不增加筒體和噴嘴溫度的情況下,填充和保壓很容易達到良好狀態。這樣,產品的殘余應力小,翹曲變形小。在注射成型過程中,我們也應該考慮如何排氣。良好的排氣系統將保證塑料零件的質量。

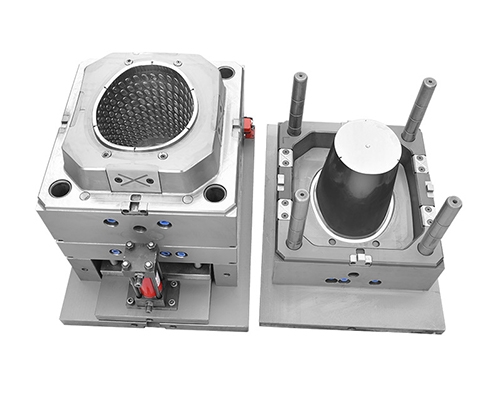
注塑加工的排氣系統設計要點:
排氣槽只能讓氣體排出。而不能讓塑料溶體流出。
不同的塑料,因其黏度不同,排氣槽的深度也不同。
型腔要設計排氣槽流道和冷料穴也要設計排氣槽,使澆注系統內的氣體盡量少的進入模具型腔。
排氣槽要通到模架外,尤其通過鑲件排氣針或排氣鑲件排氣時,要注意。
排氣槽盡量用銑床加工,加工后用320號砂紙拋光,除去刀紋,排氣槽盡量避免使用磨床加工,磨床加工的平面過于平整光滑,排氣氣效果往往不好。
分型面上的排氣槽應該設置在型腔一側,一 般在定模鑲件上。
排氣槽兩側宜加工45度倒角。