招商熱線
186-0331-1587
招商熱線
186-0331-1587

名 稱:石家莊潤尚科技有限公司
聯 系 人:蘆經理
聯系方式:18603311587
公司地址:欒城區308國道西許營交口
網 址:http://www.kqd3yey.com
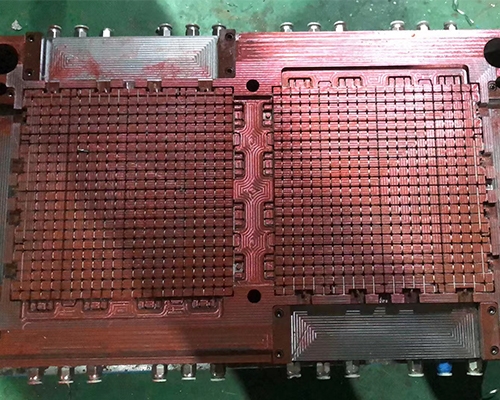
我們所知道的注塑模具,是它們給塑料不同的形狀和尺寸。雖然模具的結構可能因塑料制品的形狀、品種、性能和結構的不同而有很大差異,但基本結構是相同的。注塑模具加工系統,包括澆注系統和零件類型,是塑料模具中復雜、變化較大的零件,對加工光潔度和精度要求比較高。那么我們現在就來了解一下注塑模具的流道。
它是連接主通道和多槽模具中各個型腔的通道。為了使熔體以相同的速度充滿型腔,模具上的流道布置應對稱且等距。流道橫截面的形狀和尺寸對塑料熔體的流動、產品脫模和模具制造的難度有影響。如果采用等量物料的流動,則圓形截面的流道阻力比較小。但由于圓柱流道比表面積小,不利于流道過度冷卻,而且流道需要在兩個半模內打開,費力且容易對中。
因此,常使用梯形或半圓形截面的流道,用脫模桿在模具的一半上打開。流道表面需要拋光以減少流動阻力并提供更快的填充速度。流道的尺寸取決于塑料的種類、產品的尺寸和厚度。對于大多數對于熱塑性塑料,流道的橫截面寬度不超過8m,特大的可達10-12m,特小的可達2-3m。在滿足需要的前提下,應盡量減小注塑模具的截面積,以免增加流道,延長冷卻時間。
注塑過程中涉及的溫度限制如下:烘焙材料的干燥溫度、機筒溫度、模具溫度。
1 烘料干燥溫度
制作啤酒時,需要將原料的含水量干燥到相對一個數值以下,稱為烘烤。由于原料含水量過高,會造成起泡、脫皮、脫皮、脆化等缺陷。
2 料筒溫度
螺桿從進料口到螺桿頭可分為輸送段、壓縮段、計量段。各段對應的機筒溫度一般由低到高分布。此外,噴嘴溫度通常略高于測量結束時的溫度。伸出的噴嘴略高于儀表末端的溫度。
3 模具溫度
模具溫度是指模具型腔的表面溫度。根據模腔各部位的形狀不同,一般是脫膠困難的部位。模具溫度要求較高。前模溫度略高于后模溫度。各部位溫度設定時,要求溫度波動小,故常采用模具恒溫機、冷水機等輔助設備調整模具溫度。