
招商熱線
186-0331-1587
招商熱線
186-0331-1587

名 稱:石家莊潤尚科技有限公司
聯 系 人:蘆經理
聯系方式:18603311587
公司地址:欒城區308國道西許營交口
網 址:http://www.kqd3yey.com
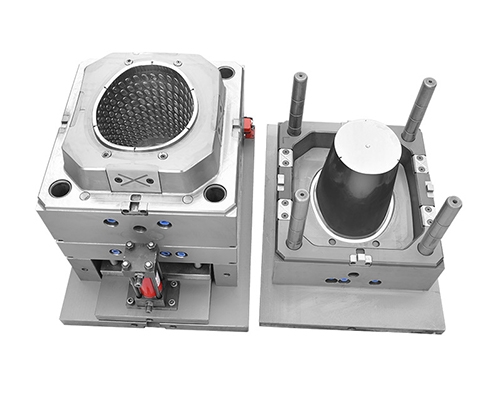
有一些模具因塑料件薄而深,注塑模具加工公司在注塑加工點澆口流道系統設計使得整體型芯和型腔耗材過大,制造過程需要線切割或電火花加工,加工效率低。因此,型芯和型腔設計成嵌件形式,而且采用楔面定位。在注塑模具加工公司生產的注塑模具結構中,塑件由推板配合限位拉機構和拉塞頂出,節省了頂出行程空間,降低了模具高度。澆注系統分析與設計隨著壁厚的減小,薄殼塑件的冷卻速度增加,從而形成薄殼對于塑件,澆口尺寸應大于壁厚,采用注射成型,以保證成型時有足夠的熔體流入模腔,并在澆口冷凝前適當保持壓力。
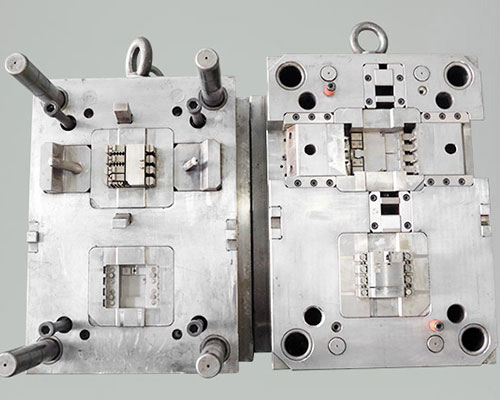
在我國現階段,隨著注塑模具加工公司在精密塑料模具加工的高速擴展,這種速度是十分的快速的,在社會的不斷發展中占有不可忽視的地位。近年來通過精密塑料模具完成的工業產品比例有所增加,粗加工件占70%,精加工件占50%;即使在某些行業的零件生產中,精密模具加工的零件也能達到90%以上,這些包括電腦、照相機以及通訊工具、儀器和儀表等等。我國注塑模具加工公司的精密注塑模具的設計開發也相當快。塑料模具約占整個模具行業的30%。預計將占在模具總量中的比重仍會逐漸提高,發展速度會快于其他模具。
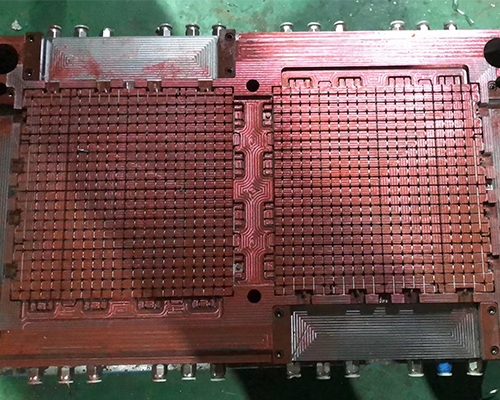
注塑模具加工公司生產的模具的行位結構:走線要順暢,接觸面要開闊。行位需要安裝使線彈出的彈簧,并安裝限位裝置。HuffBlock沿高度方向移動的總高度不得超過導向室的2/5。注塑模具加工公司生產的模具的彈射機構:當膠件損壞時,需要用拇指調整,使其不會變形,發白不影響膠件外觀。頂針機構需要靈活、可靠、無功能。當拇指上表面與圓柱體上部不平時,應將拇指與圓柱體定位。驅動器的直徑和長度需要合理設置。為保證工藝質量,應盡量縮短工藝流程,盡量減小截面積,以縮短充填和冷卻時間。流道通常應提供冷井。
有一種稱作注塑模具加工公司的自動送料注塑加工,這種技術是隨著我國技術和工藝水平的不斷提高,自動化技術在注塑模具行業中廣泛應用建立起來的。自動化主要體現在注塑成型過程中物料的自動轉移和傳感器輸送的物料量的測量,從而實現物料的自動轉移。動態鎖模,并使用機器人確保注塑機快速連續生產。應用如今,國家大力提倡節能增效,倡導產業升級。注塑模具加工公司所建立的注塑行業正朝著國家要求的低碳、節能減排方向快速發展。其中,高光不噴涂模具和一體式注塑模具占有重要地位。
注塑模具加工公司在生產工程塑料時對于抗磨性也提出了很高的要求。機器的零件相互配合,這個過程不能防止零件相互摩擦,所以用工程塑料注射成型的零件的注塑模具需要能夠承受高強度的摩擦。這是判斷工程塑料的注塑成型工藝是否合格的重要的規范。當然,判斷工程塑料的性能還有其他標準,比如耐腐蝕、耐低溫等!總之,注塑模具加工公司在生產大型注塑成型的過程比較復雜。需要注意工程塑料的性能,比如:注塑機的性能,注塑模具的性能!只要這些環節到位,就可以防止工程塑料在注塑過程中出現不合格產品。

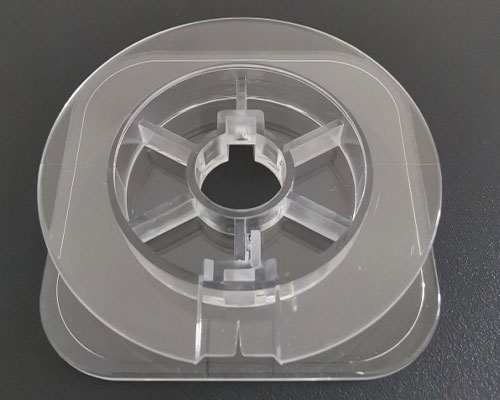
在社會的潮流下,注塑模具加工公司的發展非常迅速。塑料模具注塑加工深受人們的喜愛,市場前景廣闊,未來可期。我國注塑模具加工公司行業經歷了半個多世紀,取得了長足的發展。在大型模具中,我們生產了48英寸大屏幕彩殼注塑模具、6.5kg大容量洗衣機,以及汽車保險杠和整體儀表板等塑料模具。在精密塑料模具方面,我們已經能夠生產相機塑料零件和模具,型腔小模數齒輪模具和塑料模具。目前,熱流道模具已逐步推廣,他們通常采用內熱式或外熱式熱流道設備,以及世界先進水平的高難度針閥熱流道設備。


