
招商熱線
186-0331-1587
招商熱線
186-0331-1587

名 稱:石家莊潤尚科技有限公司
聯 系 人:蘆經理
聯系方式:18603311587
公司地址:欒城區308國道西許營交口
網 址:http://www.kqd3yey.com
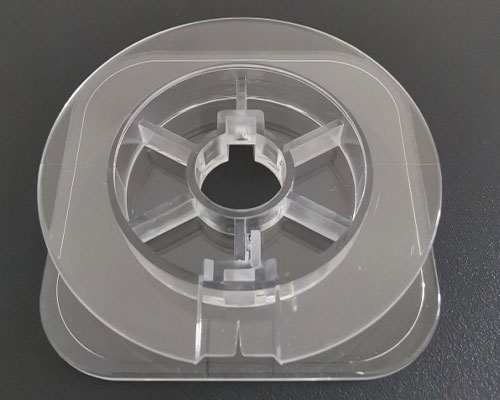
開模注塑公司在生產熱流道注塑模具的過程中,產品在注塑成型后即可完成,這就省去了修整澆口和回收加工通道的步驟。與開模注塑公司生產冷流道模具相比,熱流道注塑模具加工的開合行程和工件的脫模時間大大縮短,不但有利于生產的自動化,而且大大提高了生產效率和質量。減少浪費,提高產品質量。在熱流道注塑模具加工的生產過程中,由于無需去掉骨料,原料中沒有過度加工的澆口料,可顯著提高產品質量;同時,由于塑料始終處于熔融狀態,塑料在流動過程中造成的壓力損失小,因此更容易實現產品的低壓注塑。
開模注塑公司在模具設計的注意事項有很多,這里給大家簡單介紹一下,希望對大家有所幫助。在準備設計階段,首先要確定要制作什么樣的注塑件。開模注塑公司接受設計任務之初,如果客戶有簡單的設計圖,先根據客戶的簡單圖進行改編,制作正式的零件圖,反復與客戶溝通確定畫畫。同時注明說明及技術要求、產量、樣品形狀及尺寸、表面粗糙度、體積及質量等。瀏覽案例,收集相關資料,整理注塑設計資料、成型工藝、成型設備,機械加工及特別加工資料,準備隨時可用。確定采用注塑成型的成型方法,明確生產數量。
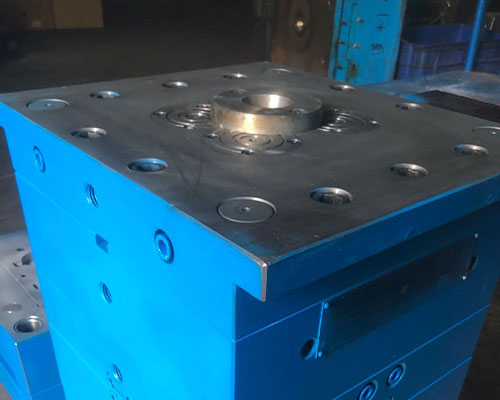
開模注塑公司生產的熱流道模具的使用不僅減少流道結塊,降低了原材料成本,而且縮短了回收料的加工時間。而開模注塑公司生產的冷流道注塑模具的使用,往往會出現凹痕、縮孔、變形等缺陷。使用熱流道模具可以減少這些缺陷的發生,縮短產品成型周期。自動化生產水平進一步降低了零件的報廢率,提高了產品質量。擴大應用范圍。隨著注塑模具的不斷發展,熱流道技術已經進入注塑模具加工的成熟階段,熱流道注塑模具的應用范圍也逐漸擴大。大多數熱塑性塑料和一些特別材料,如高溫塑料和熱塑性彈性體都可以加工。
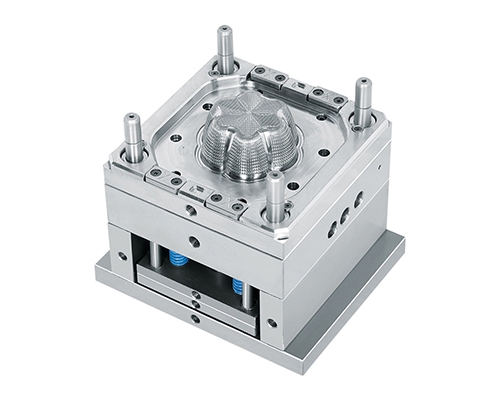
開模注塑公司在設計模具時需要考慮以下幾點:根據塑件的使用性能和成型性能確定分型面和澆口位置。考慮開模注塑公司在模具制造工程的可制造性,根據設備條件和技術實力確定設計方案,確保模具從整體到零件易于加工,易于保證尺寸精度。考慮注射生產率,增加單位時間內注射次數,縮短成型周期。有精度要求的孔、柱、凸、凹的尺寸和結構顯示在模具中,即塑件成型后不加工或少加工。模具結構力求簡單適用,穩定可靠,周期短,成本低,易組裝、易維修、易更換易損件。模具材料的選擇與加工。
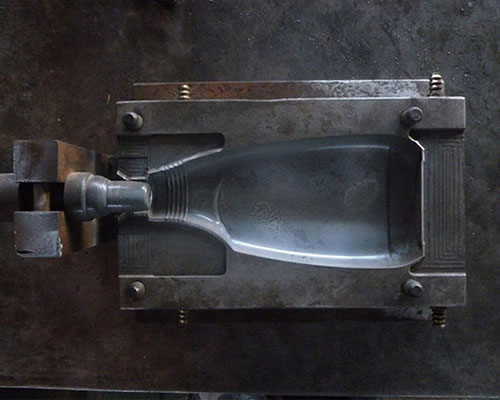
為保證開模注塑公司開模時注塑件能停留在活動件內,在冷料孔處設有拉桿。流道置于活動壓板上,便于加工。半圓截面可以直接用球頭立銑刀加工。開模注塑公司生產注塑件的表面粗糙度要求很高。在塑料注射成型過程中,ABS熔體通常來自澆口的外側,通過澆口襯套和分流道。在塑料熔體填充過程中,需要及時排除型腔內的空氣和熔體分解產生的少量氣體。模具頂出不當造成的缺陷包括充模阻力增加,導致充模困難。另外,在型腔不易排出的部分產生氣體,使少量氣體被堵在型腔的拐角處無法排出,導致塑料熔體填充不足,導致成型件缺肉的缺陷。
開模注塑公司生產的擠壓模結構:用于成型塑料制品連續形狀的模具。原理:固體塑料在擠出機加熱和擠出螺桿旋轉的條件下熔融塑化,由模具的具體形狀制成模具的截面和形狀。應用:廣泛用于電線電纜涂層、型材等的加工。開模注塑公司生產的壓縮模具結構:包括壓縮成型和注射成型。它們是一種主要用于成型熱固性塑料的模具,相應的設備是壓力成型機。原理:壓縮成型法根據塑料的特性將模具加熱到成型溫度,在壓力的作用下,被擠入型腔并硬化。應用:廣泛用于包裝電器元件。用于制作壓縮成型的材料與注塑模具的材料基本相同。


