
招商熱線
186-0331-1587
招商熱線
186-0331-1587

名 稱:石家莊潤尚科技有限公司
聯 系 人:蘆經理
聯系方式:18603311587
公司地址:欒城區308國道西許營交口
網 址:http://www.kqd3yey.com
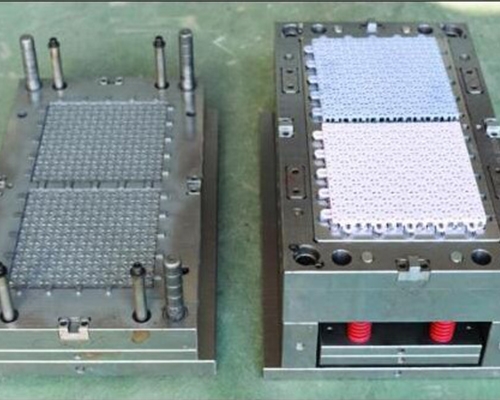
現在塑料的產品到處都是,它們往往都是由注塑制品加工廠制作而成的,那么這些模具應該有的一些結構都是什么?模具檢驗:模具的空白部分應按客戶要求進行標記。在模架上應按客戶指定的位置標出P/N號和橡膠牌號。模孔編號需要標有多個孔。插入的數字應表明設計要求。模具應配備合適的法蘭環并開標碼。三板成型應由緊固鎖和鎖釘組成,安裝掛鉤和防滲水板,先打開彈力圈。模具下板應開合格的上型腔,開孔位置應符合上平衡要求。模具頂出板應裝有復位彈簧。注塑制品加工廠在合模時,前模板應先接觸回位銷,否則模具應先裝復位機構。
作為塑料加工業的一個分支,注塑成型技術是所有塑料加工技術中發展較快的制造工藝,因為它可以生產復雜的形狀、批量和低成本。相對于產品的廣泛應用,需求越來越大,行業規模和規模隨著不斷擴大,對人力資源特別是高素質技術技能的需求也十分旺盛。但是,注塑制品加工廠參與注塑成型工藝的技術人員大多沒有接受過專業的技術培訓,分析和解決問題的能力比較薄弱;注塑制品加工廠產品管理還比較落后,生產效率、材料損耗、能源使用和環境污染都遠遠落后于國外。總體來看,國內塑料生產企業在很大程度上仍處于薄弱狀態。

注塑制品加工廠在加工模具時遇到巨大的體積和重量問題:在加工大型模具時,如何應對自身龐大的尺寸和重量,是加工企業面臨的主要挑戰。注塑制品加工廠在對大型模具的加工時往往需要大量勞動力、專門設備、多次調試合模。加工精度也受很多潛在因素的影響,不易保證。在塑料模具產品的生產過程中,模具結構對零件的質量有著重要的影響。合理的澆注系統設計可以優化模具加工過程中聚合物熔體的溫度場、流場和應力場;冷卻系統的合理設計是保證冷卻過程中冷卻效率和均勻性的前提。根據成型方法的不同,可分為不同類型的模具。

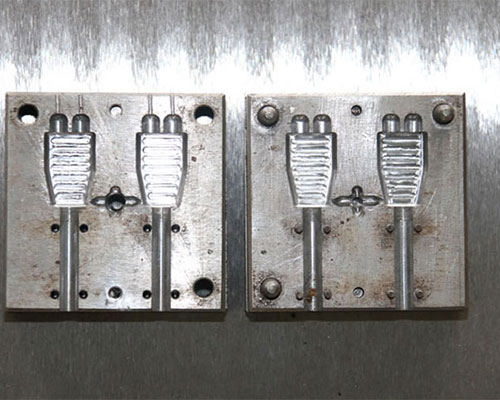
在注塑制品加工廠的模具加工過程中,澆口和澆口套粘在一起,很難去掉。開模時需要敲擊噴嘴,松動的可以先松開再松開,不利于提高生產效率。下面介紹注塑制品加工廠在模具加工遇到問題后的解決方法。注塑時澆口出料故障:解決這個問題的辦法是及時清潔門錐,提高表面光滑度花費。澆口需要采用標準件。更大的模具導致的問題:可以在一個小的表面上安裝高強度的定位鍵,通常是圓柱鍵。加工時,定模和動模的位置要對正合模,保證同心度度數、同心度和垂直度。設計時,導柱和導套都需要滿足熱處理要求。

當注塑制品加工廠工作人員在裝配這些工具之前,應該仔細的分析下裝配圖、零件圖等,要仔細了解各零件的作用、特點和技術要求,確定裝配基準。通過裝配,達到產品的質量指標、模具動作精度和使用過程的各種技術要求。接下來就來說下注塑制品加工廠工作人員裝配的幾點分析。組裝基準:塑料模具中的主要工作零件如型芯、型腔和鑲件作為裝配的參考零件,模具的其他零件有裝配裝配的參考零件。模具裝配精度:各零部件的相互精度,如距離尺寸精度、同軸度、相等性、垂直度等。


