
招商熱線
186-0331-1587
招商熱線
186-0331-1587

名 稱:石家莊潤尚科技有限公司
聯 系 人:蘆經理
聯系方式:18603311587
公司地址:欒城區308國道西許營交口
網 址:http://www.kqd3yey.com

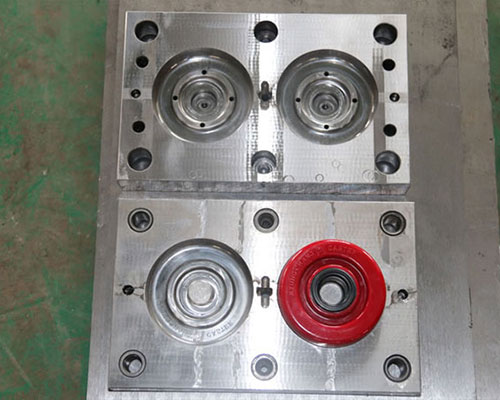
醫療器械模具公司在加工模具時型腔的表面的要求是比較嚴格的,所以在淬火和加熱的時候,要能夠保證型腔表面不發生氧化、脫碳、腐蝕、過熱等現象,應在防護罩內加熱。氣氛爐或鹽浴爐經嚴格脫氧后。如果使用普通箱式電阻爐,應在模腔內表面涂上保護劑,在控制升溫速度的同時,冷卻時選擇溫和的冷卻介質,控制冷卻速度,避免在淬火過程中變形、開裂和報廢。一般熱浴淬火較好,也可采用預冷淬火。醫療器械模具公司在淬火后應及時回火,回火溫度應高于模具工作溫度,回火時間要充足。
在我國現階段,隨著醫療器械模具公司在精密塑料模具加工的高速擴展,這種速度是十分的快速的,在社會的不斷發展中占有不可忽視的地位。近年來通過精密塑料模具完成的工業產品比例有所增加,粗加工件占70%,精加工件占50%;即使在某些行業的零件生產中,精密模具加工的零件也能達到90%以上,這些包括電腦、照相機以及通訊工具、儀器和儀表等等。我國醫療器械模具公司的精密注塑模具的設計開發也相當快。塑料模具約占整個模具行業的30%。預計將占在模具總量中的比重仍會逐漸提高,發展速度會快于其他模具。
根據以往醫療器械模具公司生產加工的經驗,如果采用PPS注塑工藝,選擇的排氣槽尺寸越大,越容易產生毛邊塑料模具現象。因此,為了減少毛刺,醫療器械模具公司需要在注塑過程中合理控制排氣槽的尺寸。它不能太大或太小。同時,溫度和速度的控制對注塑質量也有很大影響。要求注塑成型的材料在注塑機機筒內處于粘度很低的熔融狀態。另外,注塑時要注意壓力控制。由于熱固性塑料中含有40%左右的填料,其粘度和摩擦阻力都比較大,因此注射壓力應相應增加。會有普通壓力花在澆注注塑模具工業注射系統的摩擦阻力上。

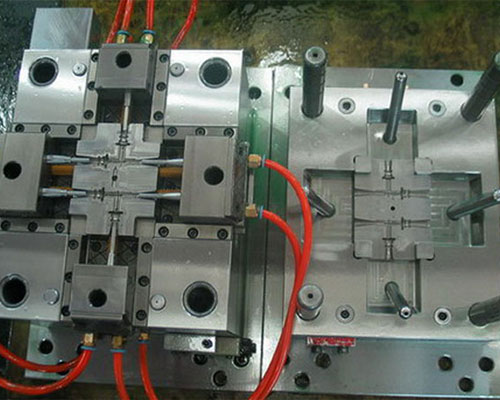
隨著一帶一路的徐徐展開,我國同不同國家直接的合作越來越多,經濟發展也是越來越好,許多許多不同的塑料產品圍繞著我們周圍,有很多產品都是由醫療器械模具公司的模具加工技術來制作的。設計好的成型件與模板一體成型,通常稱為原件。與隔斷結構相比,本實用新型避免了結構緊湊、強度和剛度好、模具體積小、開框、排框、建楔等復雜工序。醫療器械模具公司同時要考慮的問題是模具的使用壽命,客戶是否有要求,如何滿足客戶的要求,包括注射次數。模具結構總裝圖、零件工作圖等繪制。對于成本問題,視地區、公司、設計難度等而定。


