
招商熱線
186-0331-1587
石家莊注塑模具服務(wù)商潤(rùn)尚科技為您服務(wù)!
招商熱線
186-0331-1587

名 稱:石家莊潤(rùn)尚科技有限公司
聯(lián) 系 人:蘆經(jīng)理
聯(lián)系方式:18603311587
公司地址:欒城區(qū)308國(guó)道西許營(yíng)交口
網(wǎng) 址:http://www.kqd3yey.com
注塑加工的速度很快的生產(chǎn)是建立在模具注塑公司在大批量生產(chǎn)模具的基礎(chǔ)上,可以滿足大批量生產(chǎn)。如果模具注塑公司開(kāi)發(fā)出來(lái)的模具不能有大規(guī)模的量產(chǎn),將很大程度上制約企業(yè)的開(kāi)發(fā)速度和質(zhì)量,會(huì)導(dǎo)致生產(chǎn)成本的增加。層壓注塑和自動(dòng)注塑模具可以提高注塑模具的生產(chǎn)效率。層壓注塑是一種新型模具,與普通模具有很大不同。它是由一對(duì)模具中的多個(gè)型腔沿合模方向重疊排列而成,即單工序注塑是一次操作的多層模具堆疊形式。這種技術(shù)可以很大程序上提高生產(chǎn)效率,與單層模具相比,倍數(shù)增加一倍以上,生產(chǎn)成本也顯著降低。

在工業(yè)領(lǐng)域里模具注塑公司對(duì)于注塑模具成型說(shuō)難不難說(shuō)容易也不容易,但不是可以隨隨便便就可以做好的。由于模具注塑公司在注塑成型過(guò)程中涉及到很多學(xué)科的相關(guān)知識(shí),如果沒(méi)有一些了解,很容易出現(xiàn)一些錯(cuò)誤,從而導(dǎo)致注塑成型的工件出現(xiàn)缺陷。所以在注塑加工過(guò)程中,我們需要注意多個(gè)參數(shù),以確保注塑過(guò)程的有序、正常停止。首先要做的是注意熔體的運(yùn)動(dòng)方向。如果熔體鉆過(guò)縫隙,后期會(huì)形成毛刺;如果是垂直的,會(huì)受到功率和運(yùn)動(dòng)速度的影響,也會(huì)形成毛刺。換句話說(shuō),需要以適當(dāng)?shù)男问竭M(jìn)行。

一些模具注塑公司在模具加工做的塑料品在我們的生活中隨處可見(jiàn),通常我們所說(shuō)的模具它包括有上模和下模兩個(gè)部分。鋼板置于上模和下模之間,在壓力機(jī)的作用下成型。當(dāng)我們把壓力機(jī)打開(kāi)時(shí),獲得由模具形狀決定的工件或去掉相應(yīng)的廢料。小到電子連接器,大到汽車儀表盤(pán),手機(jī)殼,電視機(jī)殼,錘子,鼠標(biāo),圓珠筆等等等等都可以用模具來(lái)加工進(jìn)行成型。模具注塑公司在模具加工和注塑成型時(shí)候需要解決兩個(gè)問(wèn)題,一個(gè)是購(gòu)置成本問(wèn)題,另一個(gè)就是巨大的體積和重量問(wèn)題。

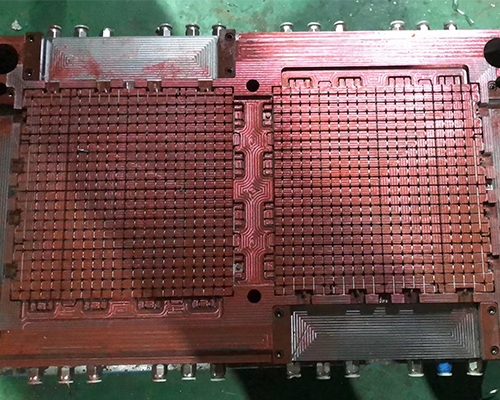
模具注塑公司生產(chǎn)的模具由兩部分組成:動(dòng)模和定模。動(dòng)模安裝在注塑機(jī)的動(dòng)模板上,定模安裝在注塑機(jī)的定模板上。注射成型時(shí),動(dòng)模和定模閉合,形成澆注系統(tǒng)和型腔。開(kāi)模時(shí),動(dòng)模與定模分離,取出塑料制品。為了減輕模具設(shè)計(jì)和制造的繁重工作量,模具注塑公司大多使用標(biāo)準(zhǔn)模架進(jìn)行注塑模具。注塑模具在定模上的頂出機(jī)構(gòu)在大多數(shù)注塑模具中,頂出裝置安裝在動(dòng)模的側(cè)面,有利于頂出裝置在注塑成型開(kāi)合模系統(tǒng)中的工作機(jī)器。在實(shí)際生產(chǎn)中,由于有些塑件受到形狀的限制,比較好的方式是將塑件留在定模一側(cè)進(jìn)行成型。
模具注塑公司在模具加工遇到的4大問(wèn)題。注塑時(shí)澆口出料故障:在加工過(guò)程中,澆口和澆口套粘在一起,很難拆卸。開(kāi)模時(shí),需要敲擊噴嘴,松動(dòng)后才能脫模。模具注塑公司的模具部分導(dǎo)柱磨損:當(dāng)塑件壁厚和側(cè)面不均勻或不對(duì)稱時(shí),材料流動(dòng)時(shí),壓力會(huì)隨著厚度和壁厚的變化而變化。更大的模具:大模具本身受力不均勻,動(dòng)模和定模發(fā)生位移。在注塑過(guò)程中,一個(gè)很大的橫向偏移力施加到導(dǎo)柱上。一旦開(kāi)模,導(dǎo)柱就彎曲了。加工過(guò)程中動(dòng)模板變形:有的模具廠家在設(shè)計(jì)模具零件的時(shí)候不知道這么大的力而改變?cè)O(shè)計(jì)尺寸,或者用低強(qiáng)度板代替高強(qiáng)度板。
聯(lián) 系 人:蘆經(jīng)理
聯(lián)系方式:18603311587
公司地址:欒城區(qū)308國(guó)道西許營(yíng)交口
網(wǎng) 址:http://www.kqd3yey.com
 | |
| 二維碼 |

