
招商熱線
186-0331-1587
招商熱線
186-0331-1587

名 稱:石家莊潤尚科技有限公司
聯 系 人:蘆經理
聯系方式:18603311587
公司地址:欒城區308國道西許營交口
網 址:http://www.kqd3yey.com
醫療器械模具公司在模具加工遇到的4大問題。注塑時澆口出料故障:在加工過程中,澆口和澆口套粘在一起,很難拆卸。開模時,需要敲擊噴嘴,松動后才能脫模。醫療器械模具公司的模具部分導柱磨損:當塑件壁厚和側面不均勻或不對稱時,材料流動時,壓力會隨著厚度和壁厚的變化而變化。更大的模具:大模具本身受力不均勻,動模和定模發生位移。在注塑過程中,一個很大的橫向偏移力施加到導柱上。一旦開模,導柱就彎曲了。加工過程中動模板變形:有的模具廠家在設計模具零件的時候不知道這么大的力而改變設計尺寸,或者用低強度板代替高強度板。
作為塑料加工業的一個分支,注塑成型技術是所有塑料加工技術中發展較快的制造工藝,因為它可以生產復雜的形狀、批量和低成本。相對于產品的廣泛應用,需求越來越大,行業規模和規模隨著不斷擴大,對人力資源特別是高素質技術技能的需求也十分旺盛。但是,醫療器械模具公司參與注塑成型工藝的技術人員大多沒有接受過專業的技術培訓,分析和解決問題的能力比較薄弱;醫療器械模具公司產品管理還比較落后,生產效率、材料損耗、能源使用和環境污染都遠遠落后于國外。總體來看,國內塑料生產企業在很大程度上仍處于薄弱狀態。
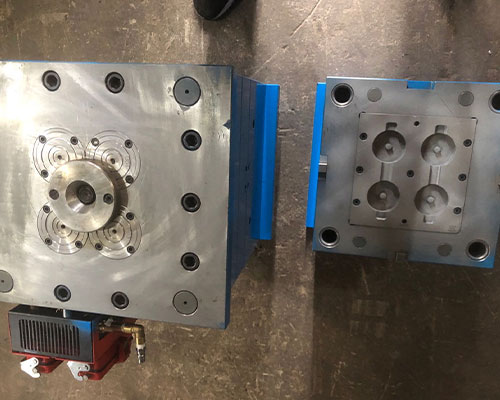
現代工業對醫療器械模具公司注塑模具的要求不僅在于精度,而且對其內在質量要求也逐漸提高,但無論是原始模具還是注塑成型技術都無法達到這些高的標準。為了符合這一要求,醫療器械模具公司需要開發和應用新技術。這也包括注塑模具的新技術。通常,注塑機的鎖模力與設備的模具工作臺面積成正比。當用注塑模具或塑料模具成型較大的平面塑件時,塑件的投影面積往往較大,但要求合模力較小。為了充分利用注塑機的鎖模力,應采用疊層模具。該技術可以將模具設計成兩層型腔,并在脫模時將塑件從兩個分型面頂出。
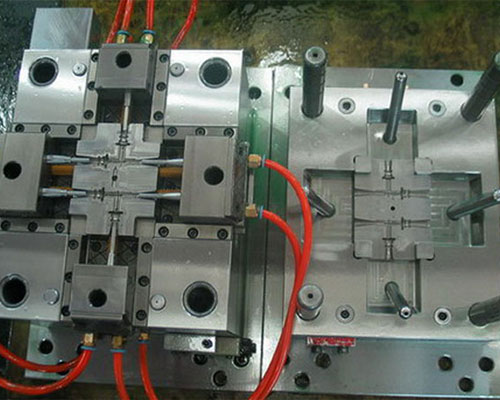
作為醫療器械模具公司應注意清潔流道,對于熱流道模具,加熱和控制系統的維護有助于防止生產故障,因此尤為重要。因此,在每個生產周期結束后,應使用歐姆表測量模具上的帶式加熱器、棒狀加熱器、加熱探頭和熱電偶。如有損壞,應及時更換模具,比較并做好記錄,發現問題,適時采取對策。醫療器械模具公司還應注意模具的表面保養。它直接影響產品的表面質量。重點是防止腐蝕。因此,選擇合適的、專業的防銹油就顯得尤為重要。完成生產任務后,應根據不同的注塑材料仔細去掉注塑殘留物。
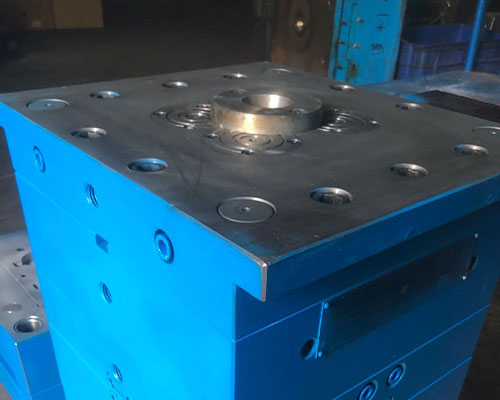
由于醫療器械模具公司需要面對產品的多樣性和模具的頻繁更換,在模具加工完成一個生產周期后,一般將這些模具存放在倉庫中,直到下一個生產周期。但是,一些醫療器械模具公司對模具的保存不夠重視,導致在存放過程中生銹、表面光潔度下降,導致產品質量下降,廢品率高。要提高注塑模具的質量,保養和維護是非常重要的。隨著生產時間的延長,冷卻通道容易沉積水垢、銹、油泥和藻類,使冷卻通道部分變小、變窄,大大降低了冷卻液與模具之間的熱交換率,增加了公司的生產成本。


