
招商熱線
186-0331-1587
招商熱線
186-0331-1587

名 稱:石家莊潤尚科技有限公司
聯 系 人:蘆經理
聯系方式:18603311587
公司地址:欒城區308國道西許營交口
網 址:http://www.kqd3yey.com
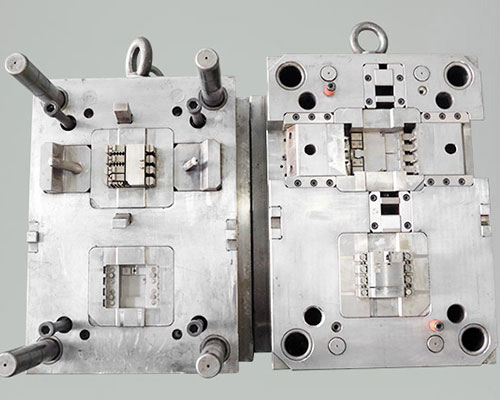
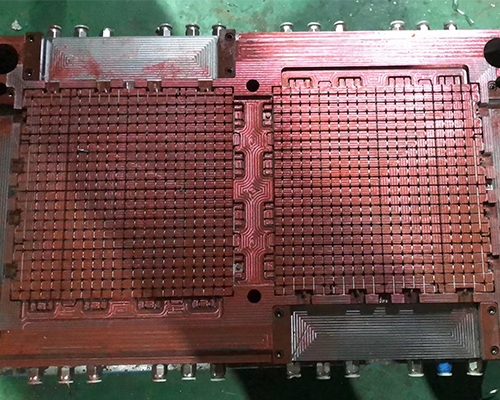
大型模具注塑生產的模具的分類:在模具線上,開模時產品與產品一起脫模。設計簡單,易于加工,成本低,所以更多的人使用大噴嘴系統工作。噴嘴模具:流道和澆口不在分型線上,通常直接在產品上,所以需要額外設計一套噴嘴分型線,設計比較復雜,加工也比較困難。通常,選擇取決于產品要求。另一種大型模具注塑生產的是熱流道模具:這種模具的結構與噴嘴的結構大致相同。較大的區別是流道是在一個或多個恒溫的熱流道板和熱噴嘴中。無冷料脫模、流道、澆注。端口直接在產品上,因此流道不需要脫模。
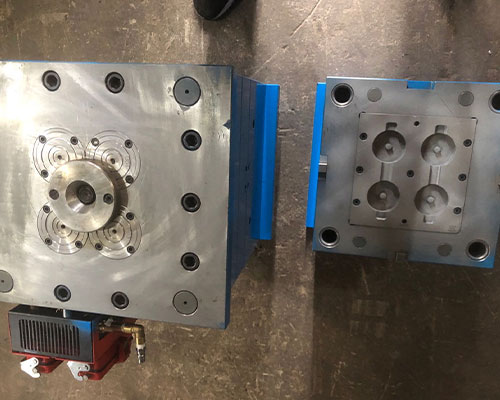
模具注塑公司在模具設計的注意事項有很多,這里給大家簡單介紹一下,希望對大家有所幫助。在準備設計階段,首先要確定要制作什么樣的注塑件。模具注塑公司接受設計任務之初,如果客戶有簡單的設計圖,先根據客戶的簡單圖進行改編,制作正式的零件圖,反復與客戶溝通確定畫畫。同時注明說明及技術要求、產量、樣品形狀及尺寸、表面粗糙度、體積及質量等。瀏覽案例,收集相關資料,整理注塑設計資料、成型工藝、成型設備,機械加工及特別加工資料,準備隨時可用。確定采用注塑成型的成型方法,明確生產數量。
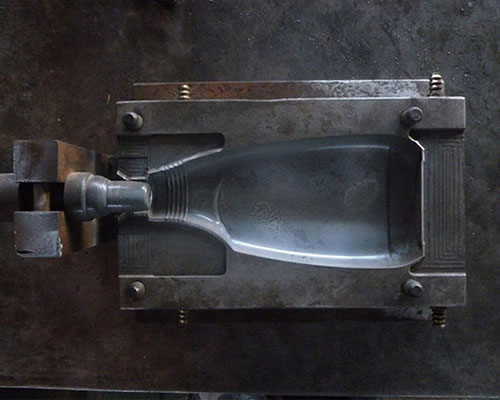
模具注塑公司生產的熱流道模具的使用不僅減少流道結塊,降低了原材料成本,而且縮短了回收料的加工時間。而模具注塑公司生產的冷流道注塑模具的使用,往往會出現凹痕、縮孔、變形等缺陷。使用熱流道模具可以減少這些缺陷的發生,縮短產品成型周期。自動化生產水平進一步降低了零件的報廢率,提高了產品質量。擴大應用范圍。隨著注塑模具的不斷發展,熱流道技術已經進入注塑模具加工的成熟階段,熱流道注塑模具的應用范圍也逐漸擴大。大多數熱塑性塑料和一些特別材料,如高溫塑料和熱塑性彈性體都可以加工。
模具注塑公司在加工模具時型腔的表面的要求是比較嚴格的,所以在淬火和加熱的時候,要能夠保證型腔表面不發生氧化、脫碳、腐蝕、過熱等現象,應在防護罩內加熱。氣氛爐或鹽浴爐經嚴格脫氧后。如果使用普通箱式電阻爐,應在模腔內表面涂上保護劑,在控制升溫速度的同時,冷卻時選擇溫和的冷卻介質,控制冷卻速度,避免在淬火過程中變形、開裂和報廢。一般熱浴淬火較好,也可采用預冷淬火。模具注塑公司在淬火后應及時回火,回火溫度應高于模具工作溫度,回火時間要充足。
作為模具注塑公司應注意清潔流道,對于熱流道模具,加熱和控制系統的維護有助于防止生產故障,因此尤為重要。因此,在每個生產周期結束后,應使用歐姆表測量模具上的帶式加熱器、棒狀加熱器、加熱探頭和熱電偶。如有損壞,應及時更換模具,比較并做好記錄,發現問題,適時采取對策。模具注塑公司還應注意模具的表面保養。它直接影響產品的表面質量。重點是防止腐蝕。因此,選擇合適的、專業的防銹油就顯得尤為重要。完成生產任務后,應根據不同的注塑材料仔細去掉注塑殘留物。
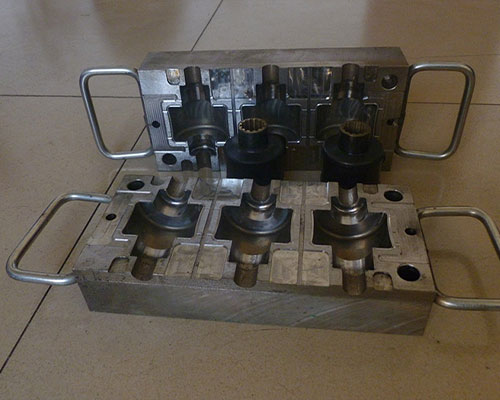
在我們模具注塑公司進行模具加工的時候,為提高生產效率,根據模具的模具應力分布不同,采用型腔和雙型腔結構,型腔對稱排列。分型面位于注塑件大的部位,這不但有利于注塑件的脫模,而且比較重要的部分是注塑件的幾何公差部分是相同的。選擇分型面以實現半形狀。這樣可以很好的保證注塑件的形狀公差在合理的范圍內。由于模具注塑公司生產的注塑件體積小,尺寸公差要求高,可采用整體嵌件結構,通過電火花加工直接在嵌件上加工型腔。整體刀片具有強度高、剛性好、不變形等特點。


