
招商熱線(xiàn)
186-0331-1587
石家莊注塑模具服務(wù)商潤(rùn)尚科技為您服務(wù)!
招商熱線(xiàn)
186-0331-1587

名 稱(chēng):石家莊潤(rùn)尚科技有限公司
聯(lián) 系 人:蘆經(jīng)理
聯(lián)系方式:18603311587
公司地址:欒城區(qū)308國(guó)道西許營(yíng)交口
網(wǎng) 址:http://www.kqd3yey.com

我們所說(shuō)的開(kāi)模注塑廠的塑料模具設(shè)計(jì),是一門(mén)多學(xué)科、綜合性強(qiáng)的邊緣學(xué)科工作。如果你有興趣發(fā)展這個(gè)領(lǐng)域,這里給了一些建議:學(xué)習(xí)好相關(guān)專(zhuān)業(yè)課程。書(shū)到用時(shí)方恨少。你在學(xué)校學(xué)到的東西是基本的,但卻是不可少的。如果你學(xué)不好,你將不得不強(qiáng)迫自己重新學(xué)習(xí)。了解更多主流設(shè)計(jì)軟件。目前開(kāi)模注塑廠使用的主流的模具設(shè)計(jì)軟件,他們各有千秋,誰(shuí)比誰(shuí)強(qiáng)很難講,學(xué)一個(gè),熟一個(gè),概念都一樣。進(jìn)入管理比較正規(guī)的規(guī)模較大的模具廠,從零開(kāi)始學(xué)兩三年,打好基礎(chǔ)。如果你有更多的精力,去更多的專(zhuān)業(yè)論壇,接觸更多的東西。

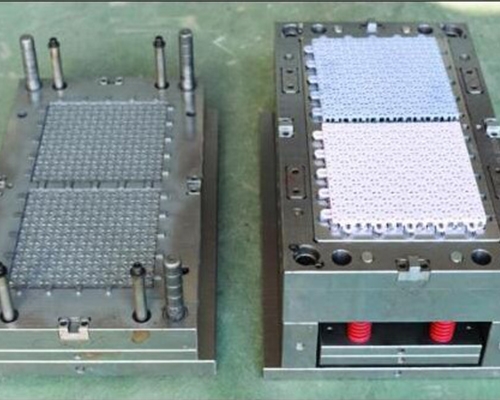
開(kāi)模注塑廠生產(chǎn)的模具的一般定義:在工業(yè)生產(chǎn)中,使用各種壓力機(jī)和安裝在壓力機(jī)上的工具,通過(guò)壓力將金屬或非金屬材料制成所需形狀的零件或制品。此類(lèi)工具統(tǒng)稱(chēng)為模具。開(kāi)模注塑廠的注塑工藝說(shuō)明:模具是生產(chǎn)塑料制品的工具。它由幾組零件組成,在這種組合中有一個(gè)成型腔。注射成型時(shí),將模具合模在注塑機(jī)上,將熔融塑料注入成型型腔,在型腔內(nèi)冷卻定型,然后上下模分離,制品從型腔中頂出,通過(guò)頂出系統(tǒng)脫模,合模進(jìn)行下一次注射,整個(gè)注射成型過(guò)程循環(huán)進(jìn)行。一個(gè)設(shè)計(jì)合理的塑料零件往往可以替代多個(gè)傳統(tǒng)的金屬零件。工業(yè)制品和日用制品的塑化趨勢(shì)呈上升趨勢(shì)。
在工業(yè)領(lǐng)域里開(kāi)模注塑廠對(duì)于注塑模具成型說(shuō)難不難說(shuō)容易也不容易,但不是可以隨隨便便就可以做好的。由于開(kāi)模注塑廠在注塑成型過(guò)程中涉及到很多學(xué)科的相關(guān)知識(shí),如果沒(méi)有一些了解,很容易出現(xiàn)一些錯(cuò)誤,從而導(dǎo)致注塑成型的工件出現(xiàn)缺陷。所以在注塑加工過(guò)程中,我們需要注意多個(gè)參數(shù),以確保注塑過(guò)程的有序、正常停止。首先要做的是注意熔體的運(yùn)動(dòng)方向。如果熔體鉆過(guò)縫隙,后期會(huì)形成毛刺;如果是垂直的,會(huì)受到功率和運(yùn)動(dòng)速度的影響,也會(huì)形成毛刺。換句話(huà)說(shuō),需要以適當(dāng)?shù)男问竭M(jìn)行。
根據(jù)以往開(kāi)模注塑廠生產(chǎn)加工的經(jīng)驗(yàn),如果采用PPS注塑工藝,選擇的排氣槽尺寸越大,越容易產(chǎn)生毛邊塑料模具現(xiàn)象。因此,為了減少毛刺,開(kāi)模注塑廠需要在注塑過(guò)程中合理控制排氣槽的尺寸。它不能太大或太小。同時(shí),溫度和速度的控制對(duì)注塑質(zhì)量也有很大影響。要求注塑成型的材料在注塑機(jī)機(jī)筒內(nèi)處于粘度很低的熔融狀態(tài)。另外,注塑時(shí)要注意壓力控制。由于熱固性塑料中含有40%左右的填料,其粘度和摩擦阻力都比較大,因此注射壓力應(yīng)相應(yīng)增加。會(huì)有普通壓力花在澆注注塑模具工業(yè)注射系統(tǒng)的摩擦阻力上。
聯(lián) 系 人:蘆經(jīng)理
聯(lián)系方式:18603311587
公司地址:欒城區(qū)308國(guó)道西許營(yíng)交口
網(wǎng) 址:http://www.kqd3yey.com
 | |
| 二維碼 |

