
招商熱線
186-0331-1587
招商熱線
186-0331-1587

名 稱:石家莊潤尚科技有限公司
聯 系 人:蘆經理
聯系方式:18603311587
公司地址:欒城區308國道西許營交口
網 址:http://www.kqd3yey.com
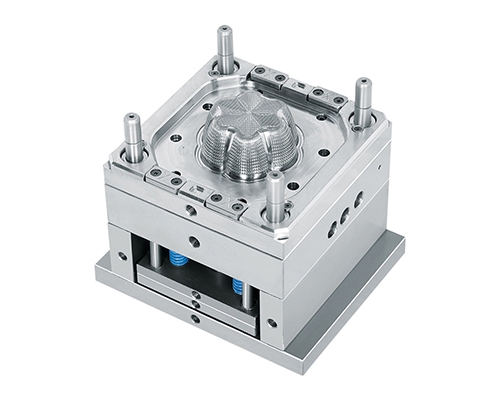
現代工業對注塑模具定制廠注塑模具的要求不僅在于精度,而且對其內在質量要求也逐漸提高,但無論是原始模具還是注塑成型技術都無法達到這些高的標準。為了符合這一要求,注塑模具定制廠需要開發和應用新技術。這也包括注塑模具的新技術。通常,注塑機的鎖模力與設備的模具工作臺面積成正比。當用注塑模具或塑料模具成型較大的平面塑件時,塑件的投影面積往往較大,但要求合模力較小。為了充分利用注塑機的鎖模力,應采用疊層模具。該技術可以將模具設計成兩層型腔,并在脫模時將塑件從兩個分型面頂出。
注塑模具定制廠對預硬鋼塑料模具的熱處理:預硬鋼以預硬狀態供應,一般不需要熱處理,但有時需要改鍛。修改后的模具毛坯需要進行熱處理;預硬鋼通常是預熱球化退火,目的是去掉鍛造應力,獲得均勻的球塑造珠光體組織,降低硬度,增加塑性,提高模具毛坯的切削性能或冷擠壓成形性能。注塑模具定制廠對預硬鋼的預硬化工藝簡單,大多經過調質處理,調質后得到回火索氏體組織。高溫回火溫度范圍寬,可以滿足模具的各種工作硬度要求。由于這種鋼具有良好的淬透性,淬火時可采用油冷和空冷或硝酸分級淬火。

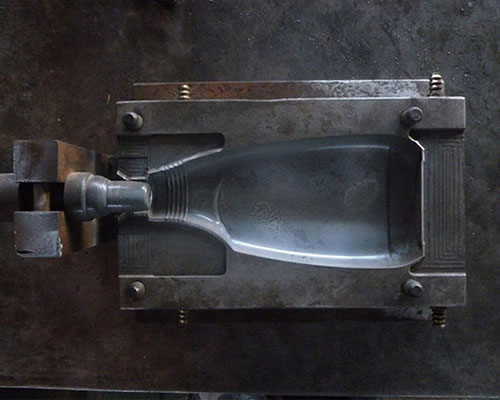
我們常常可以看到塑料的產品,不過很少見到注塑模具定制廠加工時的模具,現在就趁著這個機會,給大家說一下注塑模具定制廠還算比較常見塑料件及模具。自動卸螺紋注塑模具對于帶螺紋的塑料制件,當需要自動脫模時,可在模具上設置可旋轉的螺紋芯或環,利用開模動作或注塑機的旋轉機構,或特別的傳動裝置帶動螺紋芯或螺紋環旋轉,從而拉出塑件。無流道注塑模具是指對流道進行絕熱加熱,使注塑機噴嘴與型腔之間的塑料保持熔融狀態,使開模時不需要澆注系統凝料,塑料部分被取出。前者稱為絕熱流道注塑模具,后者稱為熱流道注塑模具。

在注塑模具定制廠的模具加工過程中,澆口和澆口套粘在一起,很難去掉。開模時需要敲擊噴嘴,松動的可以先松開再松開,不利于提高生產效率。下面介紹注塑模具定制廠在模具加工遇到問題后的解決方法。注塑時澆口出料故障:解決這個問題的辦法是及時清潔門錐,提高表面光滑度花費。澆口需要采用標準件。更大的模具導致的問題:可以在一個小的表面上安裝高強度的定位鍵,通常是圓柱鍵。加工時,定模和動模的位置要對正合模,保證同心度度數、同心度和垂直度。設計時,導柱和導套都需要滿足熱處理要求。
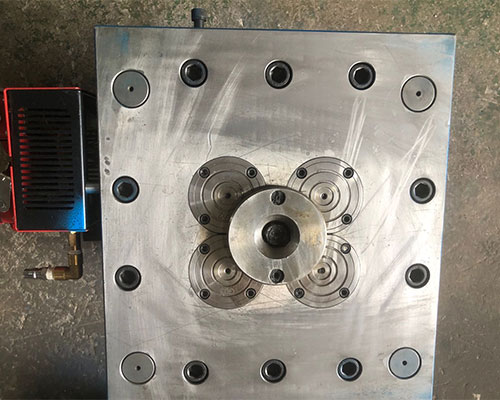
注塑模具定制廠生產的模具的行位結構:走線要順暢,接觸面要開闊。行位需要安裝使線彈出的彈簧,并安裝限位裝置。HuffBlock沿高度方向移動的總高度不得超過導向室的2/5。注塑模具定制廠生產的模具的彈射機構:當膠件損壞時,需要用拇指調整,使其不會變形,發白不影響膠件外觀。頂針機構需要靈活、可靠、無功能。當拇指上表面與圓柱體上部不平時,應將拇指與圓柱體定位。驅動器的直徑和長度需要合理設置。為保證工藝質量,應盡量縮短工藝流程,盡量減小截面積,以縮短充填和冷卻時間。流道通常應提供冷井。


